ALIT Technologies is proud to welcome Ryonex Pty Ltd as the exclusive distributor of our Fastrip® and Metalstrip® chemical paint-stripping systems and chemicals in Australia and New Zealand. This partnership marks a significant step in our shared commitment to bringing sustainable chemistry and innovative engineering solutions for industrial paint stripping to an advanced and rapidly evolving market.
Ryonex is a leading Australian provider of integrated water, chemical, and powder coating equipment solutions, recognised for combining advanced technology, industry expertise, and long-term practical experience. Founded in 2012 and strengthened by the acquisition of RM Coating Supplies in 2022, Ryonex has become a national reference point in powder coating and finishing solutions, supported by established partnerships with global leaders such as Gema Switzerland GmbH and SAT Srl.
We chose Ryonex for its deep technical expertise and well-established reputation for excellence within the Australian powder-coating industry. The region is moving quickly toward modernised processes, chrome-free technologies, closed-loop systems, and solutions that optimise resources while reducing environmental impact. Ryonex’s integrated model — integrating product supply, customised system solutions, installation, and dedicated long-term support — aligns perfectly with ALIT’s mission to enable safe, efficient, and circular paint-stripping processes.
Through this partnership, ALIT and Ryonex will deliver proven Fastrip® and Metalstrip® technologies with strong local technical support, responsive customer service, and the ability to adapt solutions to regional requirements. Together, we are committed to helping businesses in Australia and New Zealand achieve higher performance, greater sustainability, and long-term operational efficiency.
Through this alliance, ALIT Technologies strengthens its international presence and reaffirms its commitment to building lasting connections between Europe and the broader global market.
Our Network, Our Strength
Each new distributor is a source of pride for us, a true partner with whom we can build, share, and grow. This is how our network expands, by combining diverse skills, energy, and visions that converge toward one shared goal.
Today, ALIT is present in more than 20 countries around the world. From Europe to Asia, from the Middle East to Oceania, our technologies for industrial paint stripping reach new markets and customers every day.
It’s a result we’re proud of, yet one that would not have been possible without the invaluable contribution of our partners.
A Network That Unites People, Expertise and Vision
At ALIT, we believe that every connection can open new paths. Our partners are not just “distributors,” but true allies: members of a living network that brings together expertise, passion and trust.
Together, we form a constellation of excellence, sharing ideas, solutions and challenges. We know each other, we support each other, and we constantly help one another improve.
Being part of this network means joining a system of genuine collaboration, with ongoing support, tailored materials and a shared vision: to enhance one’s business and grow together.
Beyond Presence, Connection
Thanks to our partners, ALIT’s know-how crosses borders and cultures, adapting to the needs of every market with professionalism and passion.
Being present in so many countries is not just a matter of numbers, it’s a matter of people: professionals who embody our values every day and turn them into tangible results.
One less step, one more gear: how Giottox snc found a new way to strip alloy wheels (case study)
“Giottox” learned this the hard way, or rather, through their wheels. Powder coating is tough: hard to remove and made the paint-stripping process long, expensive, and often a real production bottleneck. But today, Marco and Alessandro, the two owners of this small but dynamic workshop in the Como area (Italy), can say they’ve turned that pain point into a strength, thanks to a targeted, practical, and efficient investment.
A problem called “Powder”, a solution called FASTRIP T5
For alloy wheel refurbishers, powder coating is a real challenge: it’s strong, durable, and very hard to remove. Before discovering ALIT, the Giottox team faced this problem daily. The result? Long process times, inconsistent quality, and high costs. Outsourcing the sandblasting was the only option, but it wasn’t enough.
Things changed when Claudio, our sales technician for Northwest Italy, introduced Marco and Alessandro to a solution: FASTRIP T5, an immersion tank designed to strip paint from ferrous metals and light alloys quickly, safely, and sustainably.
T5: a small tank, a big impact
FASTRIP T5 is a plug-and-play system with an 800-liter tank made of AISI 304 stainless steel. A compact and complete solution featuring:
integrated electric heating (up to 8 kW),
full-side insulation to minimize heat loss (Giottox loses only 5–10 °C over the weekend),
a touch panel to control the cycles,
optional mechanical or ultrasonic agitators.
Thanks to these features, the Giottox team can strip paint off wheels easily. The insulation keeps the tank’s temperature stable for a long time, which means they can restart the process instantly, even after days of inactivity, like over a weekend.
The key step: eliminating sandblasting and bringing stripping in-house
Combined with the Metalstrip 1334 product, the T5 allowed Giottox to completely remove sandblasting from their workflow. This is a hot chemical stripper, specially formulated for light alloys like aluminum and zinc, and active already at 70–90 °C. Its biggest strength? It penetrates deeply without damaging the metal, ensuring fast and effective removal, even for tough powder coatings.
Once the wheels are immersed in the tank, they come out clean, residue-free, and ready for repainting. “Just a rinse,” they say at Giottox, “and it’s done. No rework, no defects.”
Metalstrip 1334 is also designed for regenerable cycles: it can be filtered and reused multiple times, reducing both chemical consumption and environmental impact.
And the benefits aren’t just about quality. Processing time dropped by 24–48 hours per cycle, and handling became incredibly simple: load up to 8 wheels, immerse, rinse, and they’re ready to paint again.
A smooth, safe, repeatable process, even for small batches, prototypes, or urgent jobs.
A real case of sustainable productivity
T5 isn’t just a tank. For Giottox, it’s been an investment that delivered greater efficiency, less waste, and more competitiveness, all while maintaining the highest attention to detail, which is a must for those working with aesthetics and precision.
Giottox integrated the FASTRIP T5 without overhauling their workspace or operations, a perfect example of how you can revolutionize a process without disrupting your production.
Why this story could be yours too
In today’s market, customers demand customization, speed, and quality. Every step in the production chain matters. And paint stripping, often overlooked, can actually be a strategic lever.
The Giottox case shows that modernizing one step can transform the entire cycle. And that choosing ALIT isn’t just about buying a machine: it means joining a network of solutions, expertise, and active listening.
Every plant, every process, every need is different. That’s why ALIT’s sales technicians are always on the front line with clients, not just to offer solutions, but to truly understand their needs.
Managing fluorides in wastewater, especially in the aluminium and glass treatment sectors, is a constant technical and regulatory challenge. In Italy, the legal limit is often set at 6 ppm, while in some countries it can go as low as 2 ppm. Consistently staying within these limits is anything but easy.
Why fluorides are a real issue
During surface treatment processes, aluminium and glass release fluorides into wastewater streams. These compounds are hard to remove effectively, especially without disrupting the plant’s chemical-physical balance.
Fluoridite, a concrete ally
To address this challenge, ALIT Technologies developed Fluoridite, a specific chemical treatment designed to reduce fluoride levels in industrial wastewater, easily integrable into existing systems without modifying the current layout.
In real-world conditions, with initial concentrations around 50 ppm, Fluoridite has proven effective in lowering fluoride levels to about 3 ppm, with further improvements possible through fine-tuning. The product dosage is directly proportional to the water flow rate, making the process easy to calibrate and manage, even with fluctuating loads.
A complete technical approach
Fluoridite is developed and validated entirely in-house, through a process that includes:
In-depth analysis of the customer’s existing wastewater treatment cycle,
Lab testing to replicate real operating conditions,
On-site dosage setup to ensure performance and compliance.
Strict control over raw materials, production batches, and final product performance guarantees quality, reliability, and regulatory compliance.
Tangible benefits
Fluoridite ensures stable and repeatable fluoride reduction, fully compatible with existing industrial systems. It’s a precise response to a real need, not a one-size-fits-all product, and it solves the problem without disrupting existing processes.
Some collaborations begin with technical needs and grow into something much deeper. Relationships that go beyond work, nurtured by trust, respect, and human connection. The story between ALIT and MUSKITA is one of these.
It all started in 2005, when MUSKITA, a Cypriot leader in the production of aluminum profiles, launched a new vertical coating line. That’s when Loris stepped in, then Director of Alufinish Italy. From the very beginning, he worked closely with Andreas, then Production Director at MUSKITA, laying the foundation for a relationship built on technical collaboration and mutual understanding. His role was to support MUSKITA in selecting and applying the best chemical solutions for aluminum surface treatment. But that initial meeting, born from technical needs, turned out to be the beginning of something far greater.
Over time, that support turned into a steady presence. Phone calls were no longer just about solving problems, they became opportunities to share ideas, face challenges, and build a common path. Open dialogue, mutual respect, and a shared approach to work: serious, but always human. Trust grew day by day, revealing that behind every solution there was more, a shared vision.
Technical visits became meetings between friends. Conversations were open and sincere. Every request became a chance for improvement. And when Andreas retired, the bond did not fade. On the contrary, it became even more evident how valuable it was. A relationship forged through shared experiences, jointly resolved challenges, and a human connection that went beyond roles. Andreas also highlighted the importance of ALIT’s training center, a space where knowledge is shared, not just products. A partner, he said, that delivers real solutions and long-term technical support, helping others grow alongside them.
A few months ago, MUSKITA decided to celebrate exactly this spirit with a major event. The evening was organized to thank those who had accompanied the company on its journey through the years. A heartfelt celebration where professionalism gave way to emotion. And ALIT was there. Loris was there, alongside Alberto, the new sales representative for Cyprus, chosen by Loris for his deep understanding of the company’s values and his ability to carry the relationship forward. A symbolic passing of the torch, with Andreas bidding farewell to his company and Loris entrusting Alberto to continue a path that had begun years earlier. A smooth generational and professional transition, in perfect harmony.
Amid toasts, smiles, and a few steps of Greek dancing, the evening captured one of those rare, unforgettable atmospheres. The kind that doesn’t happen by chance, but is built patiently, with respect and trust. The kind of evening when you realize that work can lead to something greater. Where the line between client and partner fades, giving way to a true alliance.
Today, MUSKITA is facing new challenges and opportunities. And we at ALIT are ready to continue alongside them, with the same passion, dedication, and collaborative spirit that brought us this far. With a renewed commitment to preserving the continuity that has always connected us. As Andreas pointed out, it is precisely this continuity that makes the relationship so special, even as roles change, the bond has remained strong and genuine.
If we had to describe this transition in one word, it would be continuity, the steady thread that links past, present, and future.
Because to us, a client is never just a client. They are someone with whom we build something that lasts.
Something that, at times, becomes a true and lasting friendship.
Welcome to a new edition of “Chemistry Under the Lens,” the UNCOATED column that explores regulatory changes in the world of chemical substances. Today, together with Dr. Filippo Busolo, expert in chemical substance management and hazardous goods transport safety, we focus on two critical issues for the industry: reproductive toxicants and endocrine disruptors. Two areas that, in recent years, have been affected by major regulatory developments, such as Directive (EU) 2022/431 and Regulation (EU) 2023/707.
Let’s take a look at the practical implications for companies.
What is meant by “reproductive toxicity”?
This term refers to harmful effects on sexual function and fertility in adult men and women, as well as on the development of offspring, following exposure to a substance or mixture.
The CLP Regulation classifies such substances into the following categories:
Category 1: substances known or presumed to be toxic for human reproduction;
Category 1A: substances known to be toxic for human reproduction;
Category 1B: substances presumed to be toxic for human reproduction;
Category 2: substances suspected of being toxic for human reproduction.
There is also a distinct hazard category concerning effects on or via lactation.
And endocrine disruptors?
An endocrine disruptor (ED) is a substance or mixture that alters one or more functions of the endocrine system, causing adverse effects in an intact organism, its offspring, populations or subpopulations.
The toxicity mechanisms of EDs can be multiple. The most studied involves binding to one or more hormone receptors such as estrogen, androgen, progesterone, thyroid, and vitamin D.
The CLP Regulation classifies ED substances affecting human health into two categories:
Category 1: known or presumed endocrine disruptors;
Category 2: suspected endocrine disruptors.
What are the regulatory updates?
Two recent regulatory frameworks have a direct impact on these issues:
Directive (EU) 2022/431, which amends the directive on protection from carcinogenic and mutagenic agents (CMD), including reproductive toxicants;
Regulation (EU) 2023/707, which updates the CLP by introducing new hazard classes related to EDs.
In addition, Regulation (EU) 2020/878, amending Annex II of the REACH Regulation, introduced in the Safety Data Sheet (SDS) specific references to endocrine-disrupting properties (sections 2.3, 3.2, 11.2 and 12.6).
Why are these regulations so important?
The adoption of Directive 2022/431 stems from growing awareness of the risks related to fertility, pregnancy, and fetal development in industrial environments exposed to chemicals.
Protecting workers from these substances is a key priority to safeguard the health of people and future generations.
The directive introduces two important distinctions:
Reproductive toxicants with no threshold: no safe level of exposure exists;
Threshold substances: a limit exists below which no health risks are observed.
In addition to environmental monitoring, biological monitoring is encouraged as a tool to measure actual absorption of the substance by workers.
The directive was transposed by Member States on April 5 and will amend Chapter II, Title IX of Legislative Decree 81/08 in Italy.
Which substances are involved?
Among those for which occupational exposure limit values have been introduced:
N,N-Dimethylacetamide (CAS 127-19-5)
N,N-Dimethylformamide (CAS 68-12-2)
2-Methoxyethanol (CAS 109-86-4)
2-Methoxyethyl acetate (CAS 110-49-6)
2-Ethoxyethanol (CAS 110-80-5)
2-Ethoxyethyl acetate (CAS 111-15-9)
1-Methyl-2-pyrrolidone (CAS 857-50-4)
Bisphenol A (CAS 80-05-7)
At the European level, approximately 150 substances are recognized for their reproductive toxicity.
Where to find official information?
The main regulatory and informational sources are cited as examples:
The Candidate List of substances of very high concern (SVHC) on the ECHA website;
The European list of endocrine disruptors.
Which substance categories require closer monitoring?
Without claiming to be exhaustive, here are the main categories to consider:
Organic solvents
Alkylphenols (e.g., Bisphenol A)
Phthalates
Cadmium compounds
Polycyclic aromatic hydrocarbons
Brominated flame retardants
Metals
Biocides
And what is ALIT doing?
Thanks to continuous research and development combined with regulatory compliance, ALIT Technologies carefully selects raw materials that comply with the new regulations and support companies in meeting both European and national requirements.
Every company that uses or markets chemical substances must now reassess its production cycle.
Italian Association of the Automotive Industry Supply Chain
We chose to join ANFIA for one clear reason: to connect with those who, like us, work every day to improve industrial processes. The automotive supply chain is one of the most demanding sectors in terms of quality, safety, and sustainability. These are precisely the three areas where our products deliver their full potential: from paint strippers to stripping systems, from masking to surface conversion treatments. Being part of ANFIA allows us to contribute our experience within a structured, dynamic, and innovation-driven network, a space where data, expertise, and long-term vision are shared. But above all, it’s a concrete way to engage with those who use our solutions, understand emerging needs, and anticipate changes in the industry.
And who better than ANFIA to talk about the evolution, value, and real challenges of the Italian automotive supply chain? Let’s hear it from them.
ANFIA: CREATING VALUE FOR THE AUTOMOTIVE AND THE MOBILITY WORLD
Founded in Turin in 1912, ANFIA, the Italian Association of the Automotive Industry, for over 110 years has aimed to represent and offer services to the sector companies in order to support and strengthen their competitiveness, their growth on foreign markets and their integration in mobility systems, through:
– Relations with national and international institutions: creation, development and consolidation of relations with key decision and opinion makers, representing and protecting the interests of the automotive supply chain in dealing with institutions and actively contributing to the public decision-making process on industry regulations
– Networking activities, participation to technical-regulatory committees, sector studies and analysis, consultancy and training
The topical issues, toward which the supply chain represented by ANFIA directs the greatest attention and on which ANFIA actively intervenes, concern the macro areas of mobility, safety, environment, energy, research and internationalization.
THE ASSOCIATION STRUCTURE
ANFIA, which now has more than 520 member companies, is structured in three product-based Groups, each one chaired by a President:
· Components: motor vehicle parts and components manufacturers;
· Car Design and Engineering: companies working in the sector of design, engineering and style of motor vehicles and/or parts and components for the automotive sector;
· Motor vehicles: motor vehicles manufacturers in general, including trucks, trailers, camper vans, special means of transport.
Within the Components Group is the Aftermarket Section, which encompasses all association activities related to the world of automotive spare parts and includes 80 companies that share the values of product quality and safety, technological advancement and consumer service, and, transversally to the 3 Groups, the Motorsport Section, which brings together some of the main entities operating in the sector and is dedicated to participation in trade fairs, collection and sharing of statistical data, and examination of technical regulations.
THE NUMBERS OF THE SUPPLY CHAIN REPRESENTED BY ANFIA
The automotive manufacturing supply chain represented by ANFIA in Italy has 5,451 companies and 273,000 employees (direct and indirect). The total turnover is about 113.3 billion euros, equivalent to 9 percent of manufacturing turnover in Italy and 5.8 percent of Italian GDP (ANFIA elaborations on Istat data). It is the industrial sector with the highest value-added multiplier and makes an annual contribution to the Treasury of more than 70 billion euros in tax revenue (motor vehicle tax burden). Adding the automotive-related services sector to the production
chain, as a whole, the universe considered has 1.02 million direct and indirect workers employed, for a total turnover of 380.1 billion euros, about 19.5 percent of Italian GDP.
STUDIES AND STATISTICS AREA
The ANFIA Studies and Statistics Area prepares outlooks and updated statistics on the dynamics of the Italian and international automotive production chain.
L’area studi e statistiche di ANFIA offre un’ampia panoramica di elaborazioni statistiche per informarsi e tenersi aggiornati sulle dinamiche della filiera automotive italiana e internazionale. Available tools include:
– Statistical portals: a consultation and data processing service useful for learning about different markets and their main characteristics, with a user-friendly and interactive interface, thanks to the Microsoft Power BI Business Intelligence platform. ANFIA processes new registrations and respective homologations of passenger cars, light commercial vehicles, trucks, buses and towed vehicles. For trucks and towed vehicles over 3.5 tons, an up-to-date snapshot of the fleet is also available.
– Automobile in Figures: is ANFIA’s statistical yearbook, a valuable wealth of data, clearly describing the Italian and international automotive supply chain, with several tables on key issues in the sector (transport modes, fuel prices, road accidents, etc.). The yearbook is built from data collected over decades by the Association and allows all stakeholders to access information on registrations and vehicles on the road regarding the passenger car and light and heavy commercial vehicle segments, in Italy and worldwide.
ANFIA SERVICE: TRAINING AND CONSULTING SERVICES
ANFIA Service was established in 1996 as a Service Company of ANFIA and operates in several areas of activity, the main ones being training, auditing, conferences and technical publications in the areas of Quality, Environment, Safety and Ethics. In the perspective of an economic scenario that imposes strategies aimed at increasing the level of competitiveness of companies and facing difficulties and changes in a timely manner, the incessant updating of personnel skills, which can only be achieved with the support of continuous, qualified and effective training, remains one of the winning elements to achieve these objectives, aimed at innovation and progress.
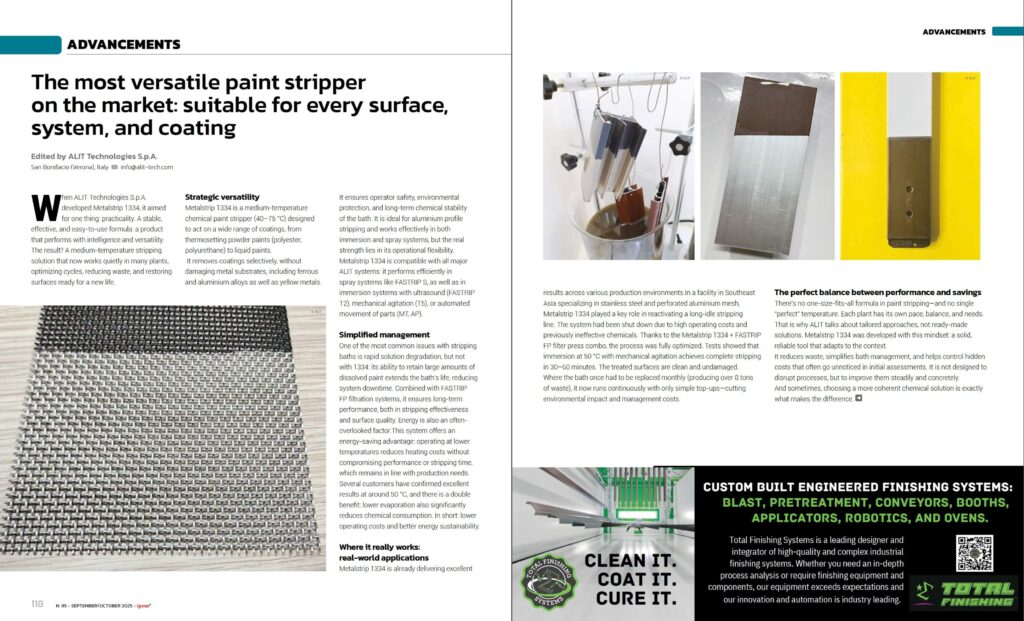
When we developed Metalstrip 1334, we aimed for one thing: practicality. A stable, effective, easy-to-use formula. A product that does its job well, with intelligence and versatility.
The result? A medium-temperature stripping solution that now works quietly in many plants, optimizing cycles, reducing waste, and restoring surfaces ready for a new life.
Strategic versatility
Metalstrip 1334 is a medium-temperature chemical paint stripper (40–75 °C) designed to act on a wide range of coatings, from thermosetting powder paints (polyester, polyurethane) to liquid paints. It removes coatings selectively, without damaging metal surfaces, including ferrous alloys, aluminum alloys, and yellow metals. It ensures operator safety, environmental protection, and long-term chemical stability of the bath. It’s ideal for aluminum profile stripping and works effectively in both immersion and spray systems.
But the real strength lies in its operational flexibility. Metalstrip 1334 is compatible with all major ALIT systems: it performs efficiently in spray systems like FASTRIP S, as well as in immersion systems with ultrasound (FASTRIP T2), mechanical agitation (T5), or automated movement of parts (MT, AP).
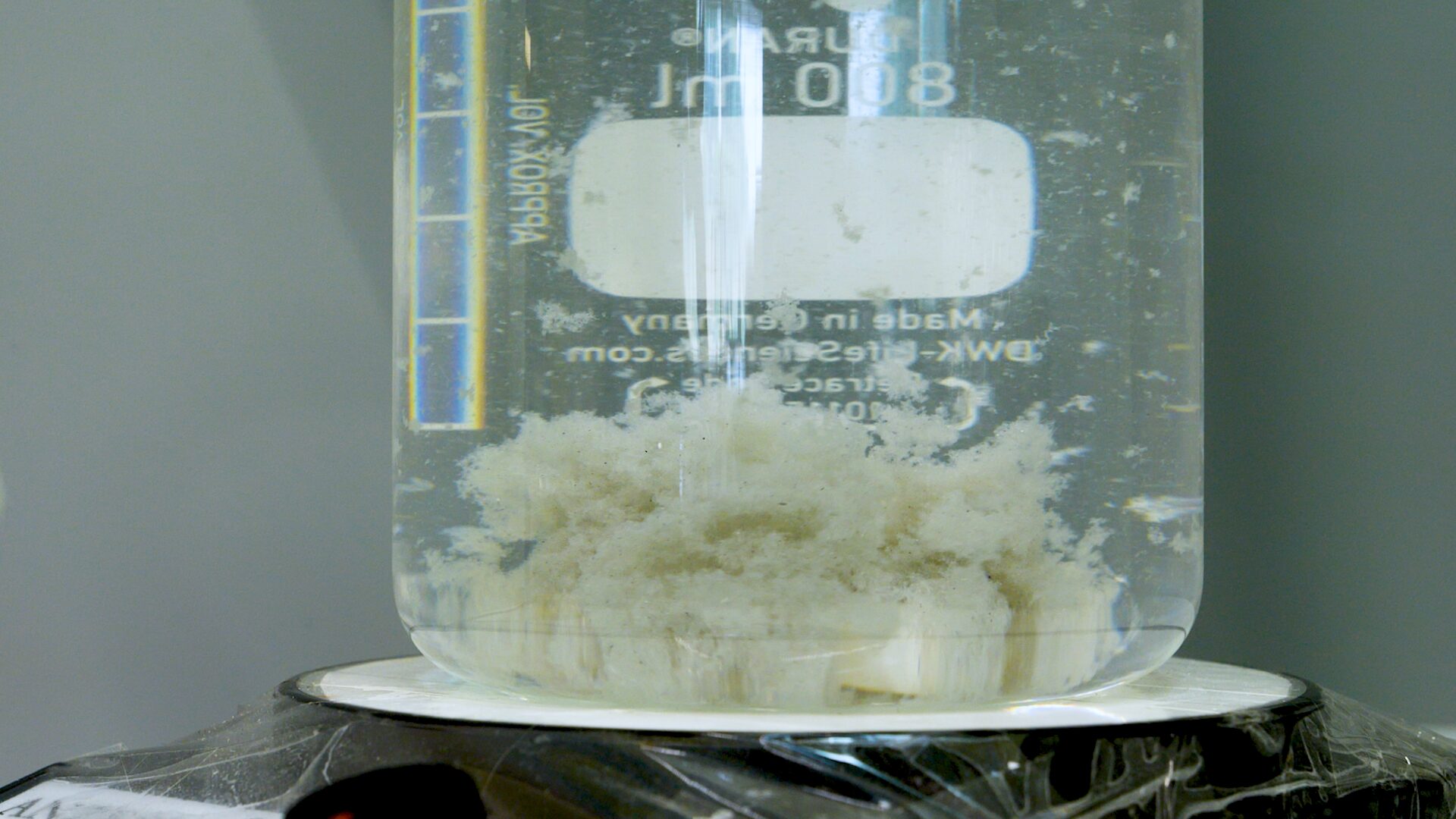
Simplified management
One of the most common issues with stripping baths is rapid solution degradation. Not with 1334. Its ability to retain large amounts of dissolved paint extends the bath’s life, reducing system downtime. Combined with FASTRIP FP filtration systems, it ensures long-term performance, both in stripping effectiveness and surface quality.
There’s also an often-overlooked factor: energy. This system offers an energy-saving advantage: operating at lower temperatures reduces heating costs without compromising performance or stripping time, which remains in line with production needs. Several customers have confirmed excellent results at around 50 °C. But there’s a double benefit: lower evaporation also significantly reduces chemical consumption.
In short: lower operating costs and better energy sustainability.
Where it really works: real-world applications
Metalstrip 1334 is already delivering excellent results across various production environments.
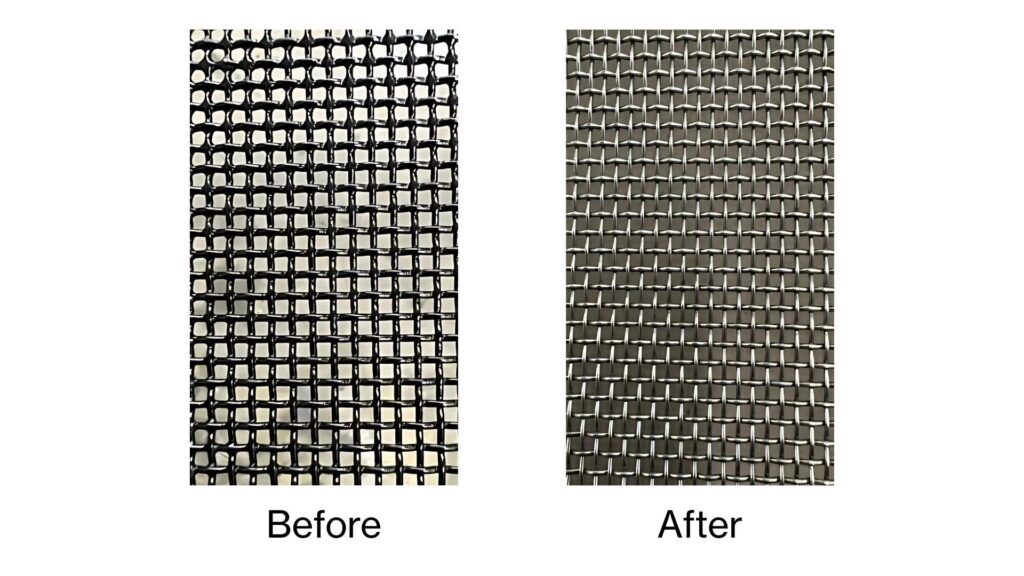
In a facility in Southeast Asia specializing in stainless steel and perforated aluminum mesh, Metalstrip 1334 played a key role in reactivating a long-idle stripping line. The system had been shut down due to high operating costs and previously ineffective chemicals. Thanks to the Metalstrip 1334 + FASTRIP FP filter press combo, the process was fully optimized. Tests showed that immersion at 50 °C with mechanical agitation achieves complete stripping in 30–60 minutes. Surfaces come out clean and undamaged. Where the bath once had to be replaced monthly (producing over 8 tons of waste), it now runs continuously with only simple top-ups, cutting environmental impact and management costs.
The perfect balance between performance and savings
There’s no one-size-fits-all formula in paint stripping, and no single “perfect” temperature. Each plant has its own pace, balance, and needs. That’s why at ALIT, we talk about tailored approaches, not ready-made solutions.
Metalstrip 1334 was developed with this mindset: a solid, reliable tool that adapts to the context. It reduces waste, simplifies bath management, and helps control hidden costs that often go unnoticed in initial assessments. It’s not designed to disrupt processes, but to improve them, steadily and concretely.
And sometimes, choosing a more coherent chemical solution is exactly what makes the difference.
To provide the best experiences, we use technologies like cookies to store and/or access device information. Consenting to these technologies will allow us to process data such as browsing behavior or unique IDs on this site. Not consenting or withdrawing consent, may adversely affect certain features and functions.
Functional
Always active
The technical storage or access is strictly necessary for the legitimate purpose of enabling the use of a specific service explicitly requested by the subscriber or user, or for the sole purpose of carrying out the transmission of a communication over an electronic communications network.
Preferences
The technical storage or access is necessary for the legitimate purpose of storing preferences that are not requested by the subscriber or user.
Statistics
The technical storage or access that is used exclusively for statistical purposes.The technical storage or access that is used exclusively for anonymous statistical purposes. Without a subpoena, voluntary compliance on the part of your Internet Service Provider, or additional records from a third party, information stored or retrieved for this purpose alone cannot usually be used to identify you.
Marketing
The technical storage or access is required to create user profiles to send advertising, or to track the user on a website or across several websites for similar marketing purposes.